I created a post-processing file and set up instructions for my machine from a 1911 file. I set up the cam software to work with GRBL and created a simple file to drill all the holes in a 1911 receiver. I am quite new at this and would like to know if what I created looks correct and ready to run with my flex?
TEXT FROM FILES:
1001.NC:
(T2 D=4.762 CR=0 TAPER=90deg - ZMIN=7.55 - spot drill)
(T3 D=4 CR=0 TAPER=118deg - ZMIN=-10.752 - drill)
(T4 D=3 CR=0 TAPER=90deg - ZMIN=7.188 - spot drill)
(T5 D=2.794 CR=0 TAPER=118deg - ZMIN=-10.39 - drill)
(T6 D=1.587 CR=0 TAPER=118deg - ZMIN=-8.453 - drill)
(T7 D=2.5 CR=0 TAPER=118deg - ZMIN=6.247 - drill)
(T8 D=6 CR=0 TAPER=90deg - ZMIN=6.782 - spot drill)
(T9 D=5.556 CR=0 TAPER=118deg - ZMIN=-11.22 - drill)
(T10 D=3.969 CR=0 TAPER=118deg - ZMIN=-10.743 - drill)
(T11 D=3.988 CR=0 TAPER=118deg - ZMIN=-10.748 - drill)
G90 G94
G17
G21
G28 G91 Z0
G90
(Spotdrill - Spotdrill Drill 5)
T8
S12000 M3
G54
M8
G0 X-84.049 Y-76.657
Z28.442
Z18.442
Z14.55
G1 Z6.782 F1006
G0 Z18.442
X-10.947 Y-49.2
Z14.55
G1 Z6.782 F1006
G0 Z18.442
Z28.442
M5
G28 G91 Z0
G90
(Drill - Spotdrill Drill 5)
M9
T9
(CHANGE TO T9)
S5238 M3
G54
M8
G0 X-84.049 Y-76.657
Z28.442
Z18.442
Z14.55
Z11.55
G1 Z8.161 F436.6
G0 Z8.272
G1 Z6.772 F436.6
G0 Z6.883
G1 Z5.383 F436.6
G0 Z5.494
G1 Z3.994 F436.6
G0 Z4.105
G1 Z2.605 F436.6
G0 Z2.716
G1 Z1.216 F436.6
G0 Z1.327
G1 Z-0.173 F436.6
G0 Z-0.062
G1 Z-1.562 F436.6
G0 Z-1.451
G1 Z-2.951 F436.6
G0 Z-2.84
G1 Z-4.34 F436.6
G0 Z-4.229
G1 Z-5.729 F436.6
G0 Z18.442
Z-3.729
G1 Z-7.118 F436.6
G0 Z-7.007
G1 Z-8.507 F436.6
G0 Z-8.396
G1 Z-9.896 F436.6
G0 Z-9.785
G1 Z-11.22 F436.6
G0 Z18.442
X-10.947 Y-49.2
Z14.55
Z11.55
G1 Z8.161 F436.6
G0 Z8.272
G1 Z6.772 F436.6
G0 Z6.883
G1 Z5.383 F436.6
G0 Z5.494
G1 Z3.994 F436.6
G0 Z4.105
G1 Z2.605 F436.6
G0 Z2.716
G1 Z1.216 F436.6
G0 Z1.327
G1 Z-0.173 F436.6
G0 Z-0.062
G1 Z-1.562 F436.6
G0 Z-1.451
G1 Z-2.951 F436.6
G0 Z-2.84
G1 Z-4.34 F436.6
G0 Z-4.229
G1 Z-5.729 F436.6
G0 Z18.442
Z-3.729
G1 Z-7.118 F436.6
G0 Z-7.007
G1 Z-8.507 F436.6
G0 Z-8.396
G1 Z-9.896 F436.6
G0 Z-9.785
G1 Z-11.22 F436.6
G0 Z18.442
Z28.442
M5
G28 G91 Z0
G90
(Spotdrill - Spotdrill Drill 2)
M9
T4
(CHANGE TO T4)
S12000 M3
G54
M8
G0 X-6.401 Y-66.091
Z28.442
Z18.442
Z14.55
G1 Z8.153 F508
G0 Z18.442
Z28.442
(Spotdrill - Spotdrill Drill 3)
X7.379 Y-58.928
Z28.442
Z18.442
Z12.976
G1 Z7.188 F508
G0 Z18.442
Z28.442
(Spotdrill - Spotdrill Drill 4)
X1.93 Y-55.971
Z28.442
Z18.442
Z14.55
G1 Z8.296 F508
G0 Z18.442
Y-35.611
Z14.55
G1 Z8.296 F508
G0 Z18.442
Z28.442
M5
G28 G91 Z0
G90
(Drill - Spotdrill Drill 4)
M9
T7
(CHANGE TO T7)
S11643 M3
G54
M8
G0 X1.93 Y-55.971
Z28.442
Z18.442
Z14.55
Z11.55
G1 Z8.925 F436.6
G0 Z9.025
G1 Z8.3 F436.6
G0 Z8.4
G1 Z7.675 F436.6
G0 Z7.775
G1 Z7.05 F436.6
G0 Z7.15
G1 Z6.425 F436.6
G0 Z6.525
G1 Z6.247 F436.6
G0 Z18.442
Y-35.611
Z14.55
Z11.55
G1 Z8.925 F436.6
G0 Z9.025
G1 Z8.3 F436.6
G0 Z8.4
G1 Z7.675 F436.6
G0 Z7.775
G1 Z7.05 F436.6
G0 Z7.15
G1 Z6.425 F436.6
G0 Z6.525
G1 Z6.247 F436.6
G0 Z18.442
Z28.442
M5
G28 G91 Z0
G90
(Drill - Spotdrill Drill 3)
M9
T6
(CHANGE TO T6)
S11999 M3
G54
M8
G0 X7.379 Y-58.928
Z28.442
Z18.442
Z12.976
Z9.976
G1 Z7.579 F285.7
G0 Z7.679
G1 Z7.182 F285.7
G0 Z7.282
G1 Z6.785 F285.7
G0 Z6.885
G1 Z6.388 F285.7
G0 Z6.488
G1 Z5.991 F285.7
G0 Z6.091
G1 Z5.594 F285.7
G0 Z5.694
G1 Z5.197 F285.7
G0 Z5.297
G1 Z4.801 F285.7
G0 Z4.901
G1 Z4.404 F285.7
G0 Z4.504
G1 Z4.007 F285.7
G0 Z4.107
G1 Z3.61 F285.7
G0 Z3.71
G1 Z3.213 F285.7
G0 Z18.442
Z5.213
G1 Z2.816 F285.7
G0 Z2.916
G1 Z2.419 F285.7
G0 Z2.519
G1 Z2.022 F285.7
G0 Z2.122
G1 Z1.626 F285.7
G0 Z1.726
G1 Z1.229 F285.7
G0 Z1.329
G1 Z0.832 F285.7
G0 Z0.932
G1 Z0.435 F285.7
G0 Z0.535
G1 Z0.038 F285.7
G0 Z0.138
G1 Z-0.359 F285.7
G0 Z-0.259
G1 Z-0.756 F285.7
G0 Z-0.656
G1 Z-1.153 F285.7
G0 Z-1.053
G1 Z-1.549 F285.7
G0 Z18.442
Z0.451
G1 Z-1.946 F285.7
G0 Z-1.846
G1 Z-2.343 F285.7
G0 Z-2.243
G1 Z-2.74 F285.7
G0 Z-2.64
G1 Z-3.137 F285.7
G0 Z-3.037
G1 Z-3.534 F285.7
G0 Z-3.434
G1 Z-3.931 F285.7
G0 Z-3.831
G1 Z-4.328 F285.7
G0 Z-4.228
G1 Z-4.724 F285.7
G0 Z-4.624
G1 Z-5.121 F285.7
G0 Z-5.021
G1 Z-5.518 F285.7
G0 Z-5.418
G1 Z-5.915 F285.7
G0 Z-5.815
G1 Z-6.312 F285.7
G0 Z18.442
Z-4.312
G1 Z-6.709 F285.7
G0 Z-6.609
G1 Z-7.106 F285.7
G0 Z-7.006
G1 Z-7.503 F285.7
G0 Z-7.403
G1 Z-7.899 F285.7
G0 Z-7.799
G1 Z-8.296 F285.7
G0 Z-8.196
G1 Z-8.453 F285.7
G0 Z18.442
Z28.442
M5
G28 G91 Z0
G90
(Drill - Spotdrill Drill 2)
M9
T5
(CHANGE TO T5)
S10417 M3
G54
M8
G0 X-6.401 Y-66.091
Z28.442
Z18.442
Z14.55
Z11.55
G1 Z8.852 F436.6
G0 Z8.952
G1 Z8.153 F436.6
G0 Z8.253
G1 Z7.455 F436.6
G0 Z7.555
G1 Z6.756 F436.6
G0 Z6.856
G1 Z6.058 F436.6
G0 Z6.158
G1 Z5.359 F436.6
G0 Z5.459
G1 Z4.661 F436.6
G0 Z4.761
G1 Z3.962 F436.6
G0 Z4.062
G1 Z3.264 F436.6
G0 Z3.364
G1 Z2.565 F436.6
G0 Z2.665
G1 Z1.867 F436.6
G0 Z1.967
G1 Z1.168 F436.6
G0 Z18.442
Z3.168
G1 Z0.47 F436.6
G0 Z0.57
G1 Z-0.229 F436.6
G0 Z-0.129
G1 Z-0.927 F436.6
G0 Z-0.827
G1 Z-1.626 F436.6
G0 Z-1.526
G1 Z-2.324 F436.6
G0 Z-2.224
G1 Z-3.023 F436.6
G0 Z-2.923
G1 Z-3.721 F436.6
G0 Z-3.621
G1 Z-4.42 F436.6
G0 Z-4.32
G1 Z-5.118 F436.6
G0 Z-5.018
G1 Z-5.817 F436.6
G0 Z-5.717
G1 Z-6.515 F436.6
G0 Z-6.415
G1 Z-7.214 F436.6
G0 Z18.442
Z-5.214
G1 Z-7.912 F436.6
G0 Z-7.812
G1 Z-8.611 F436.6
G0 Z-8.511
G1 Z-9.309 F436.6
G0 Z-9.209
G1 Z-10.008 F436.6
G0 Z-9.908
G1 Z-10.39 F436.6
G0 Z18.442
Z28.442
M5
G28 G91 Z0
G90
(Spotdrill - Spotdrill Drill)
M9
T2
(CHANGE TO T2)
S11999 M3
G54
M8
G0 X0.406 Y-75.514
Z28.442
Z18.442
Z14.55
G1 Z7.55 F800.5
G0 Z18.442
Z28.442
(Spotdrill - Spotdrill Drill 6)
X-5.334 Y-85.547
Z28.442
Z18.442
Z14.55
G1 Z7.572 F800.5
G0 Z18.442
Z28.442
(Spotdrill - Spotdrill Drill 7)
X-91.313 Y-95.25
Z28.442
Z18.442
Z14.55
G1 Z7.556 F800.5
G0 Z18.442
Z28.442
M5
G28 G91 Z0
G90
(Drill - Spotdrill Drill 7)
M9
T11
(CHANGE TO T11)
S7299 M3
G54
M8
G0 X-91.313 Y-95.25
Z28.442
Z18.442
Z14.55
Z11.55
G1 Z8.553 F436.6
G0 Z8.653
G1 Z7.556 F436.6
G0 Z7.656
G1 Z6.56 F436.6
G0 Z6.66
G1 Z5.563 F436.6
G0 Z5.663
G1 Z4.566 F436.6
G0 Z4.666
G1 Z3.569 F436.6
G0 Z3.669
G1 Z2.572 F436.6
G0 Z2.672
G1 Z1.575 F436.6
G0 Z1.675
G1 Z0.578 F436.6
G0 Z0.678
G1 Z-0.419 F436.6
G0 Z-0.319
G1 Z-1.416 F436.6
G0 Z18.442
Z0.584
G1 Z-2.413 F436.6
G0 Z-2.313
G1 Z-3.41 F436.6
G0 Z-3.31
G1 Z-4.407 F436.6
G0 Z-4.307
G1 Z-5.404 F436.6
G0 Z-5.304
G1 Z-6.401 F436.6
G0 Z-6.301
G1 Z-7.398 F436.6
G0 Z-7.298
G1 Z-8.395 F436.6
G0 Z-8.295
G1 Z-9.392 F436.6
G0 Z-9.292
G1 Z-10.389 F436.6
G0 Z-10.289
G1 Z-10.748 F436.6
G0 Z18.442
Z28.442
M5
G28 G91 Z0
G90
(Drill - Spotdrill Drill 6)
M9
T10
(CHANGE TO T10)
S7334 M3
G54
M8
G0 X-5.334 Y-85.547
Z28.442
Z18.442
Z14.55
Z11.55
G1 Z8.558 F436.6
G0 Z8.658
G1 Z7.566 F436.6
G0 Z7.666
G1 Z6.574 F436.6
G0 Z6.674
G1 Z5.582 F436.6
G0 Z5.682
G1 Z4.589 F436.6
G0 Z4.689
G1 Z3.597 F436.6
G0 Z3.697
G1 Z2.605 F436.6
G0 Z2.705
G1 Z1.613 F436.6
G0 Z1.713
G1 Z0.621 F436.6
G0 Z0.721
G1 Z-0.371 F436.6
G0 Z-0.271
G1 Z-1.364 F436.6
G0 Z18.442
Z0.636
G1 Z-2.356 F436.6
G0 Z-2.256
G1 Z-3.348 F436.6
G0 Z-3.248
G1 Z-4.34 F436.6
G0 Z-4.24
G1 Z-5.332 F436.6
G0 Z-5.232
G1 Z-6.325 F436.6
G0 Z-6.225
G1 Z-7.317 F436.6
G0 Z-7.217
G1 Z-8.309 F436.6
G0 Z-8.209
G1 Z-9.301 F436.6
G0 Z-9.201
G1 Z-10.293 F436.6
G0 Z-10.193
G1 Z-10.743 F436.6
G0 Z18.442
Z28.442
M5
G28 G91 Z0
G90
(Drill - Spotdrill Drill)
M9
T3
(CHANGE TO T3)
S7277 M3
G54
M8
G0 X0.406 Y-75.514
Z28.442
Z18.442
Z14.55
Z11.55
G1 Z8.55 F436.6
G0 Z8.65
G1 Z7.55 F436.6
G0 Z7.65
G1 Z6.55 F436.6
G0 Z6.65
G1 Z5.55 F436.6
G0 Z5.65
G1 Z4.55 F436.6
G0 Z4.65
G1 Z3.55 F436.6
G0 Z3.65
G1 Z2.55 F436.6
G0 Z2.65
G1 Z1.55 F436.6
G0 Z1.65
G1 Z0.55 F436.6
G0 Z0.65
G1 Z-0.45 F436.6
G0 Z-0.35
G1 Z-1.45 F436.6
G0 Z18.442
Z0.55
G1 Z-2.45 F436.6
G0 Z-2.35
G1 Z-3.45 F436.6
G0 Z-3.35
G1 Z-4.45 F436.6
G0 Z-4.35
G1 Z-5.45 F436.6
G0 Z-5.35
G1 Z-6.45 F436.6
G0 Z-6.35
G1 Z-7.45 F436.6
G0 Z-7.35
G1 Z-8.45 F436.6
G0 Z-8.35
G1 Z-9.45 F436.6
G0 Z-9.35
G1 Z-10.45 F436.6
G0 Z-10.35
G1 Z-10.752 F436.6
G0 Z18.442
Z28.442
M9
G28 G91 Z0
G90
G28 G91 X0 Y0
G90
M5
M30
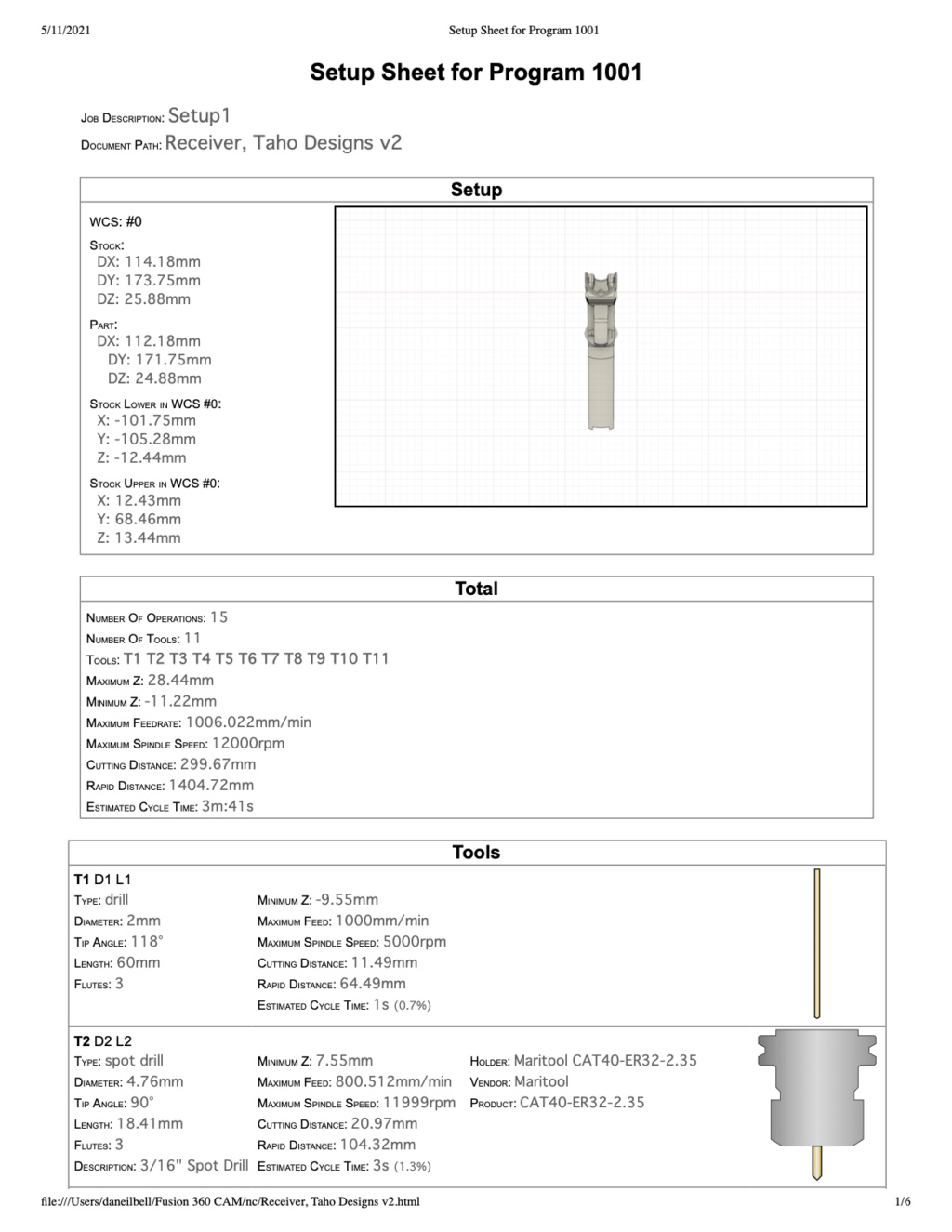
Images from setup file: